Manual Support Fins for 3D Printing
Overview
Whilst very useful, automatically generated supports can waste a lot of material and result in lots unnecessary cleanup. Sometimes, you want to go with manual supports.
This post follows my failures and lessons learned in using manual supports. It should save you a lot of pain if you venture down this route.
Originally posted as a Mastodon thread that spanned multiple days. This presents of series of unfolding mysteries and discoveries as I try to understand some of the quirks of 3d printing.
The Setup & Goal
As part of a accessibility project I’m working on for a friend, I need to print out a thin plate that’s wider than my print bed, but happens to fit into the cubic printable area without needing to split it. Not wanting to deal with cleanup, or huge print times from a billion automatically generated supports. I decided to explore a technique for manual supports that was suggested in this video from Slant3D. They use FDM printing at massive scales, and know a thing or two about good printing techniques.
Here’s what I’m trying to print. I need two versions, one that’s 2mm thick, and one that’s 1mm thick. It’s 290mm wide, but my print bed is only 256 by 256. This is just one component of a larger device.

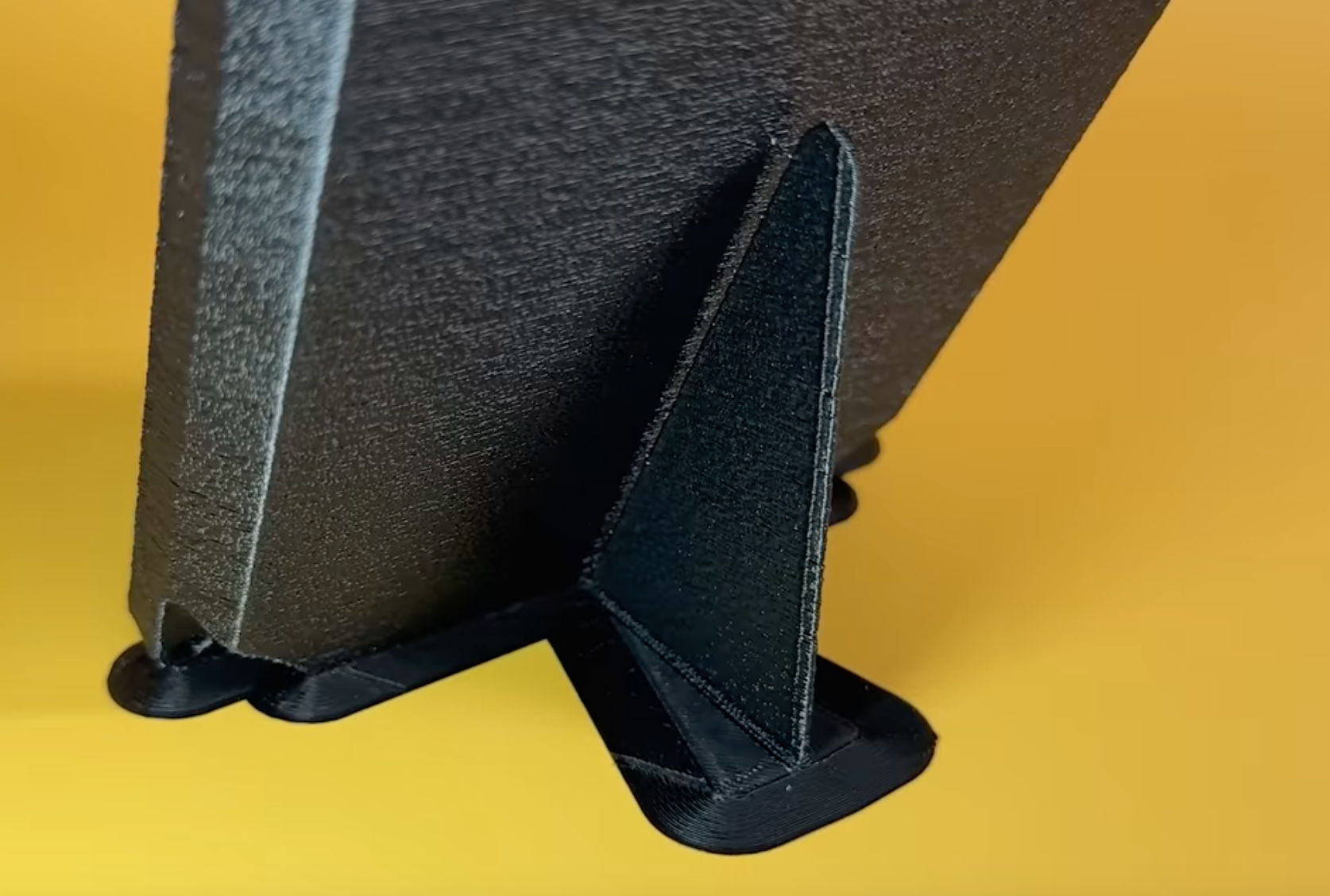
The goal is to generate a fin that’s offset from the print by 1mm with a series of small sprues that provide support for the angled piece, but can be easily broken off.
Here you can see the sprue design that I’m using. This didn’t change throughout the following tests as it worked pretty well out of the gate.
First Attempt

I checked in on the print and something had gone very wrong. It initially seemed like a very predictable, failure. I was wrong.
I figured that the two pieces to either side of the hole have no vertical support. Their layers there were simply being stacked at a 35° offset. I figured that it was simply a matter of not being able to do that for very long without any support.
However, things become weird when you step back and realize that the failures started BEFORE the cutout, or when you step close, and see what the side profile looks like.
It’s as if certain layers were simply skipped, but that couldn’t be happening. Was the piece vibrating back and forth as the height increased? I can’t wait to see the time-lapse, but I doubt it will have any answers for me.
Stepping back though, you can see that errors started emerging a couple centimeters BEFORE the cutout. Why?
Looking at the back-side / underside I don’t see anything terribly surprising given what was observed on the front. That is, UNTIL I snap off the support.
Here I see something truly surprising…
I open the slicer, and reslice the model using the same settings as before. Our culprit is revealed.
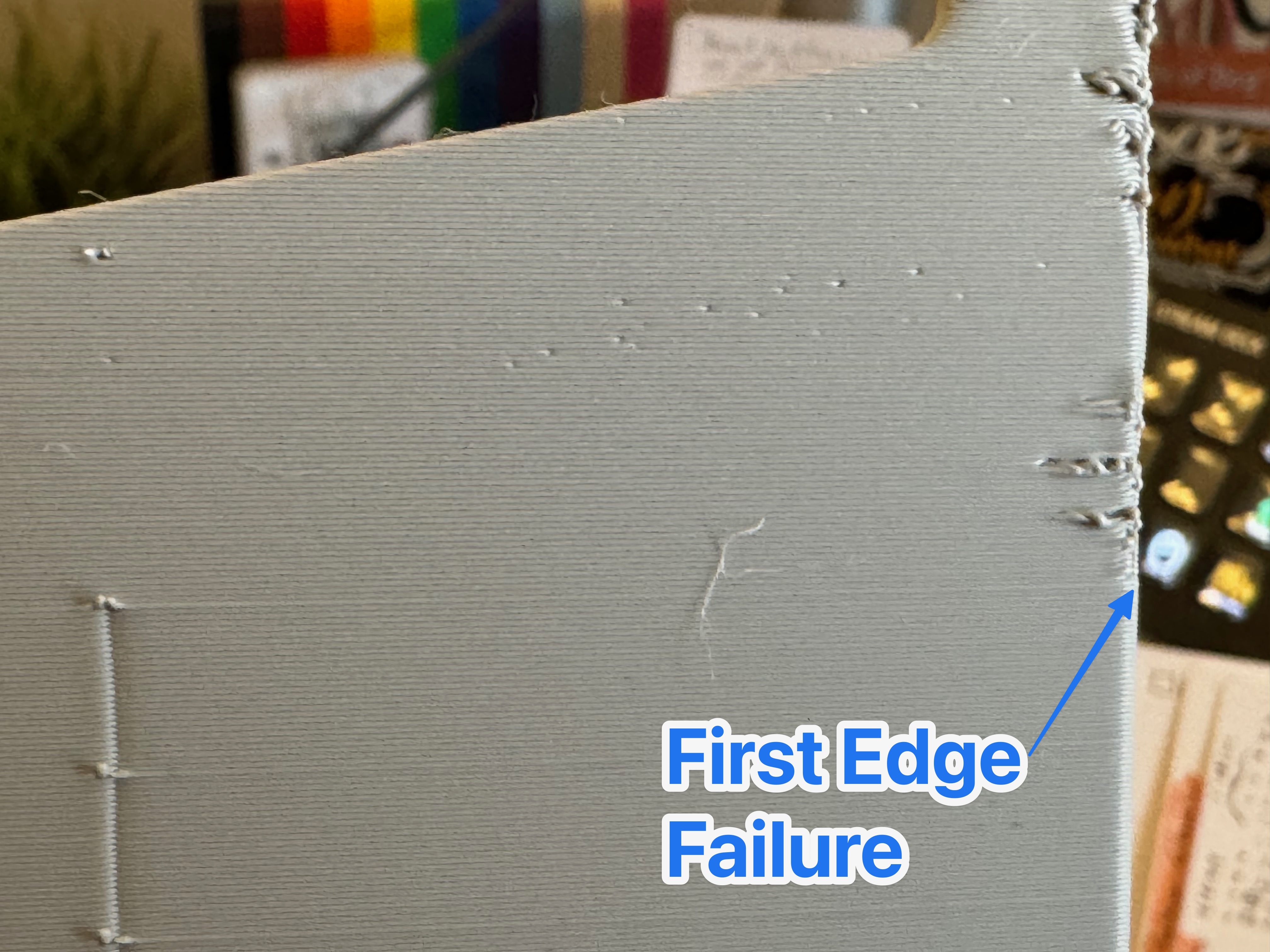
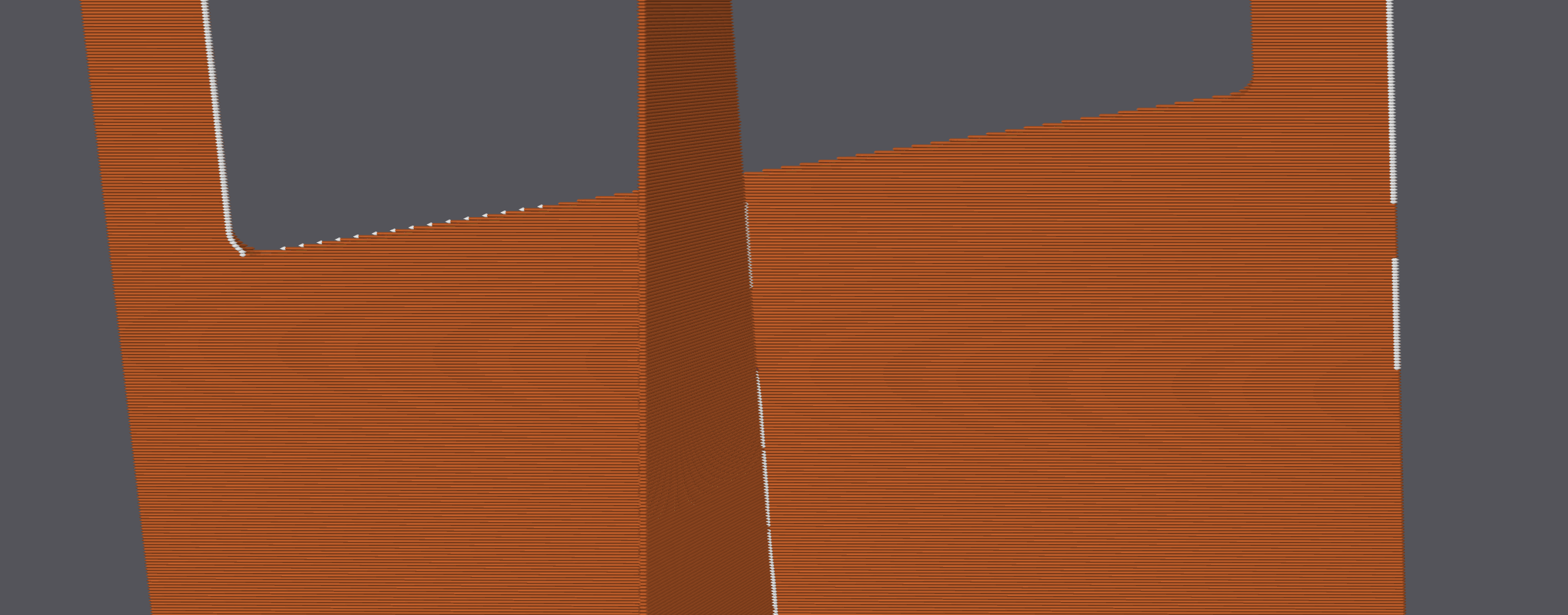
This is a false-color view. the white dots and lines are the “seam” points where the print head jumps up to the next layer. For most of the lower section of the print it is placing the seam behind the support. Then, it jumps to the side. This matches the source of our first edge failures.
It jumps back to the central support for about 1cm. During that time, we have a pause in the failures. When the seam points jumps back to the edge, the failures start again. Then, we reach the cut-out and the seam moves to the inner edge of that, stepping gradually up.
Wherever the seam is NOT along that central line, we have failures.
Lessons Learned
Normally you want your seam to be along the edge of a print. Something about this structure makes that a problem though.
I suspect that if this was a box, with sides, the sides would act similarly to a suspension bridge and provide the rigidity needed for this to not be a problem. Alas, it’s not a box. It’s just a 2mm plane with a cut-out.
After a little research I decide to add 2 more support fins, so that those side pieces aren’t “floating” so much. I also decide to manually paint where the seam will be so that i can guarantee it never swaps over to an edge. It’ll be behind the central fin whenever possible, and then behind one of the side fins as we cross the cut-out region.
Second Attempt
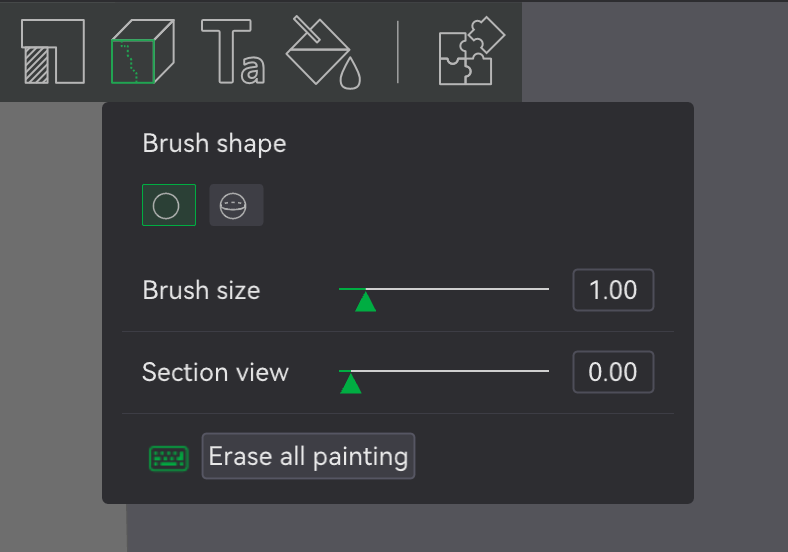
Seam painting turns out to be an absolute nightmare. I need to carefully paint the guide on the back of the print, but that’s always partially obscured by the support fin. It’s difficult to do with a trackball (my default mouse input).
I get really excited for a bit when I remember that I have an iPad and can use that to draw with the stylus. That turns out to be only marginally better, because Apple refuses to put any buttons on their damn stylus, and I have to keep reaching over to the mouse to middle click and drag the next section of the model into view. I have to be extremely zoomed in to be able to paint “behind” the fin. I spend maybe 30 minutes painting this stupid seam.


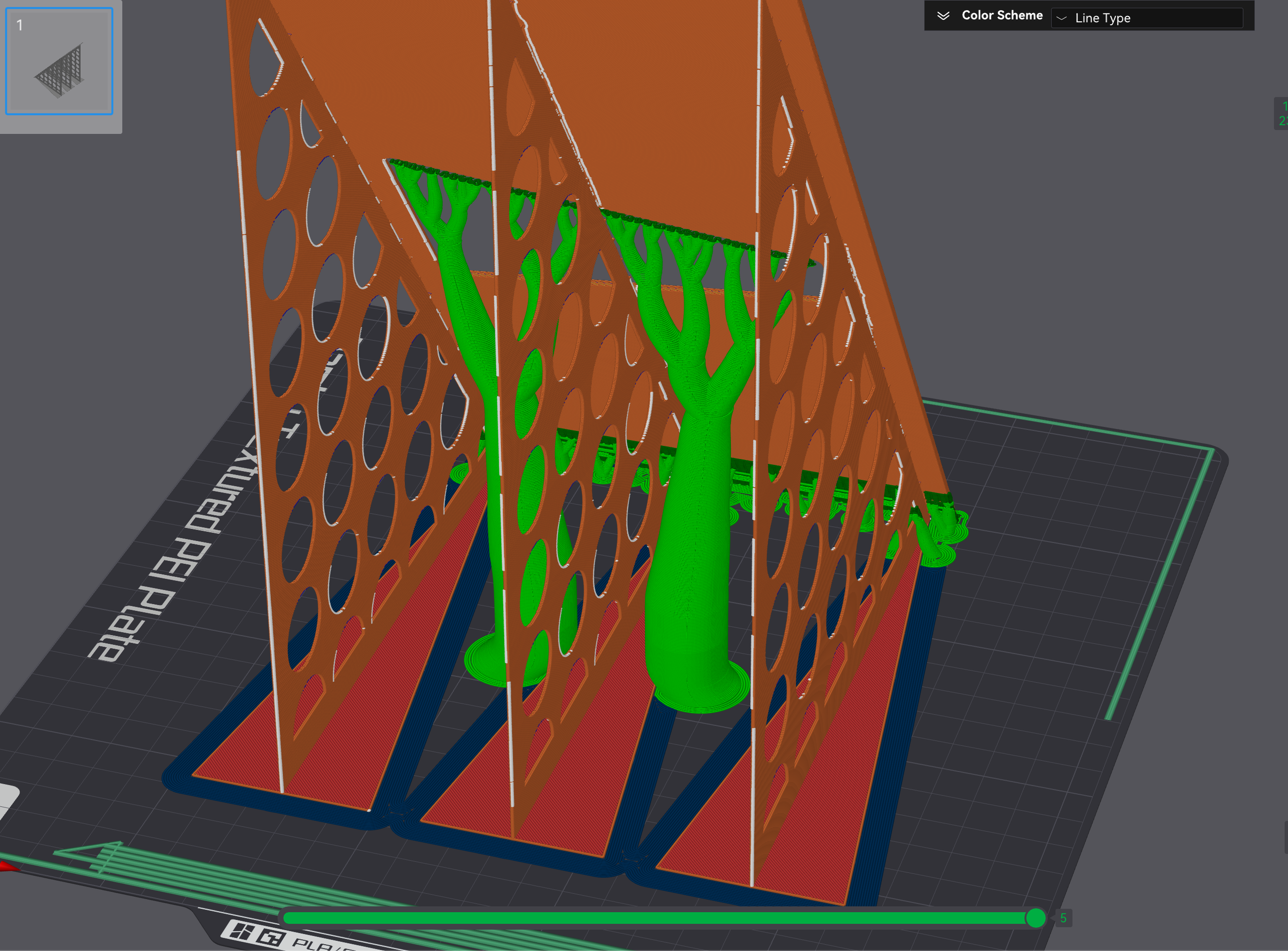
Before I started painting I added the 2 support fins on the side, and cut a bunch of holes through them to save on filament. This was a bad idea for two reasons. First, it introduced another variable which makes diagnosing the result more difficult if there are problems. Second, it introduced a ton of motion as the printer had to make z-hops while retracting the filament and fast starts and stops as it transitioned across the circular gap to get to the next place it needed to lay down filament.
This extra motion is extra concerning in a thin piece like this which could easily end up vibrating and being in the wrong place when the print head comes back around to lay the next layer.
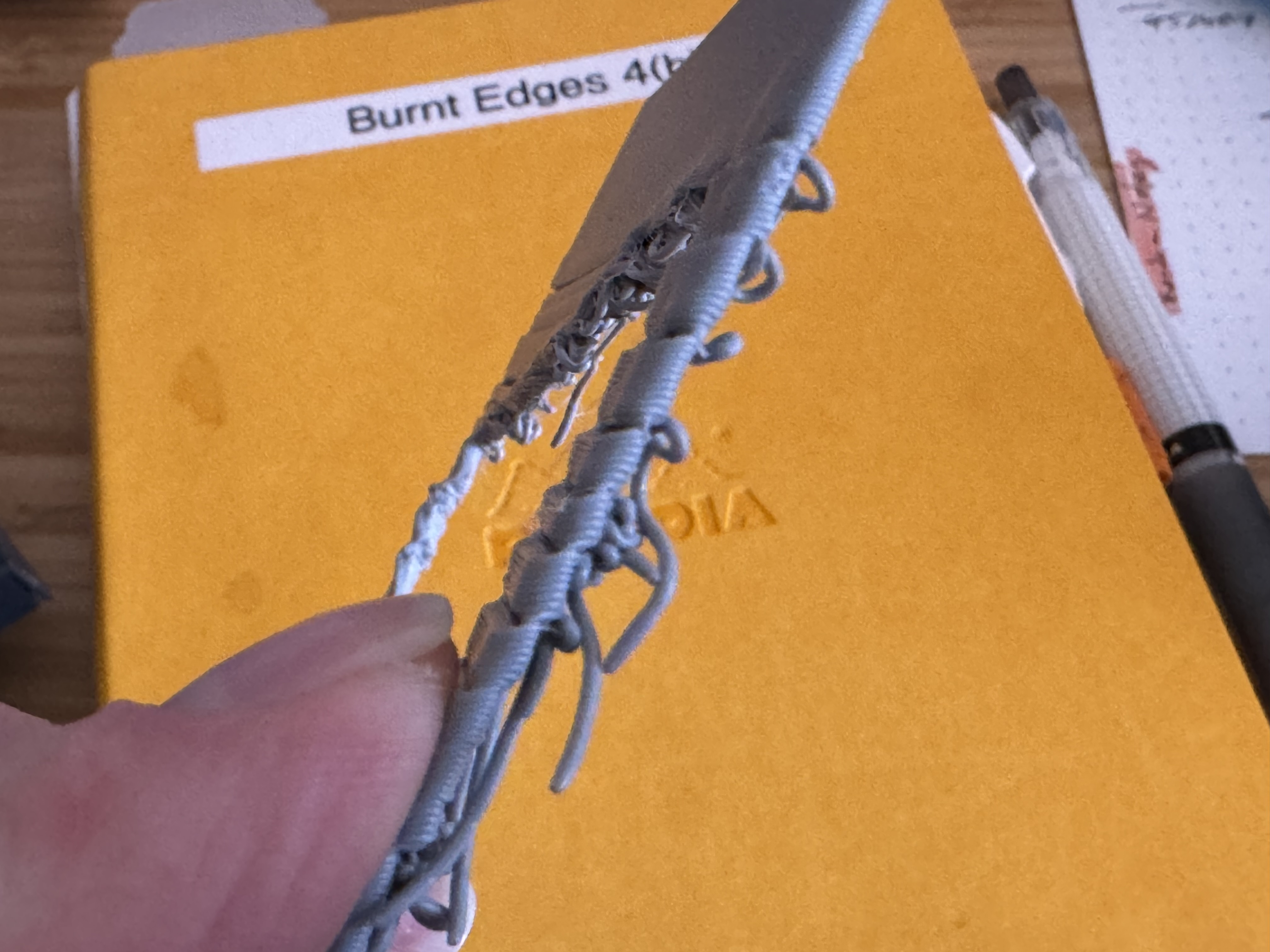
The extra fins plus seam painting seem to have solved the problem, but after getting rid of the horrible failure artifacts from the last print, I realize that they obscured the problem along the top edge of the cut-out. As the line of the cutout angles up I’m gradually printing too much filament into empty space. The dangling loops make this pretty obvious.
Lessons Learned
Be cautious about saving filament if it’s going to introduce a lot of motion. Sometimes it’s more important to keep things moving smoothly.
Don’t assume that because you’ve diagnosed one problem, that it’s the only problem.
Third Attempt
At this point I’m thoroughly fed up, and late on shipping this to my friend. He won’t care, but I do. I decide to forgo the nightmare of manual seam painting, introduce automatically generated “slim tree supports” to address the cantilevered cutout edge, and just see what happens.
I was about to click print, but then I saw the time, and filament usage: 8 hours 2 minutes, plus a full quarter spool of filament.

Just getting rid of the holes in the manual supports dropped it down to 7 hours, 50 minutes. Painting away autogenerated supports along the lower edge gave me 6 hours 16 minutes. Abandoning the use of different filament for the autogenerated support interface layer brought it down to 3 hours, 33 minutes. Abandoning the brim gave me 3 hours, 26 minutes.
I’m down to 176 grams.
At this point I’m feeling demoralized, and just want to get this printed and sent to my friend. I’ve lost the spoons for being interested in lessons learned.
4 hours later I have a good print. So, I load up the 1mm version and slice that, forgetting to paint along the bottom edge to prevent autogenerated supports there.
This one… is close. A minor print artifact along the top edge where there wasn’t a support and the seam jumped to the egde again. I call it good enough.
Cleanup
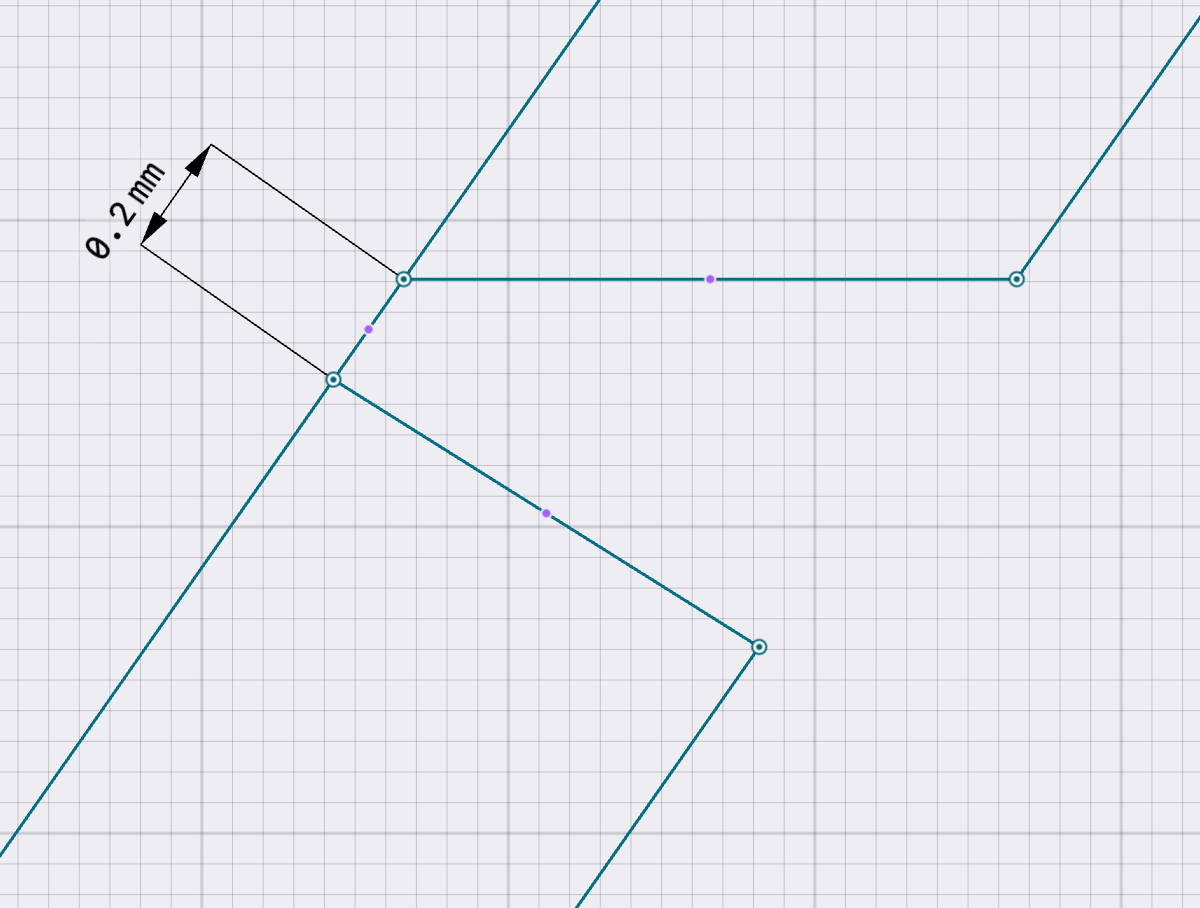
At 0.2mm the tip of the sprue just barely makes contact with the print. In a handful of cases it proved to be too small and didn’t actually end up connecting. Maybe 0.3 or 0.4mm would be better.
This small size means that you can wiggle the fin back and forth a few times and easily break it off with your hand. However, there is a problem. The tiny bits of plastic that remain are sharp. You’d easily scrape a table if you dragged them across it with any force. They’re also very unpleasant to touch.
Because this is so late… Because these are just test prints to confirm an idea before making the final thing… Because only the side without the sprues will be seen after “installation” I decide to just attack it with a sanding block.
The end result is predictably nasty looking. You should never sand a 3d print that you’re not going to paint.

If I have to do this again I’ll probably use my Dremel Press (just a drill press made for a Dremel) with some sort of precise sanding tip to sand each sprue with minimal effect on the rest of the plate. A sanding block is a crude tool, but I just didn’t have the spoons to care.
As someone who takes pride in their work I hate this. I hate that I’m going to send something to a friend looking like this. He will see it because I’m just sticking these in an envelope. It’s already almost week after I said I’d send it out, though.
Conclusions

This is an interesting technique. Slant3D applies it liberally because they’re running a massive print farm. Minimal bed contact means that they can use automated systems to push a finished print off of the plate and free the printer up to start the next one. That’s not a problem most of us have.
On the other hand, removing supports is sometimes a massive pain. Sometimes it leaves the surface covered with unpleasant looking connection points where supports have been removed. Sometimes, like this time, you want to fit something diagonally up into the Z axis, because you print bed is just a little too small.
My takeaways from this:
- It’s most effective when you have a piece with edges that can help provide a suspension-type-support to the plane you’re supporting above the build plate.
- Cutting holes into the support fins introduces additional time and motion that isn’t worth the filament savings and can potentially introduce problems to some prints.
- Combining it with auto-generated supports works well.
- Drawing seams is obnoxious and should be avoided whenever possible until someone adds a line tool to the drawing mechanism.
- You’ll need a plan for dealing with the tiny remnants of your sprues.
- With a well calibrated printer, you can get make sprues that are only 0.2mm at the point of connection but that will still result in some sprues failing to connect the gap between support and supported. I’m thinking I’ll use slightly larger connections next time. It should be noted that I printed this with a 0.6mm nozzle. I suspect a smaller nozzle would have fewer failed connection points without changing the sprues.